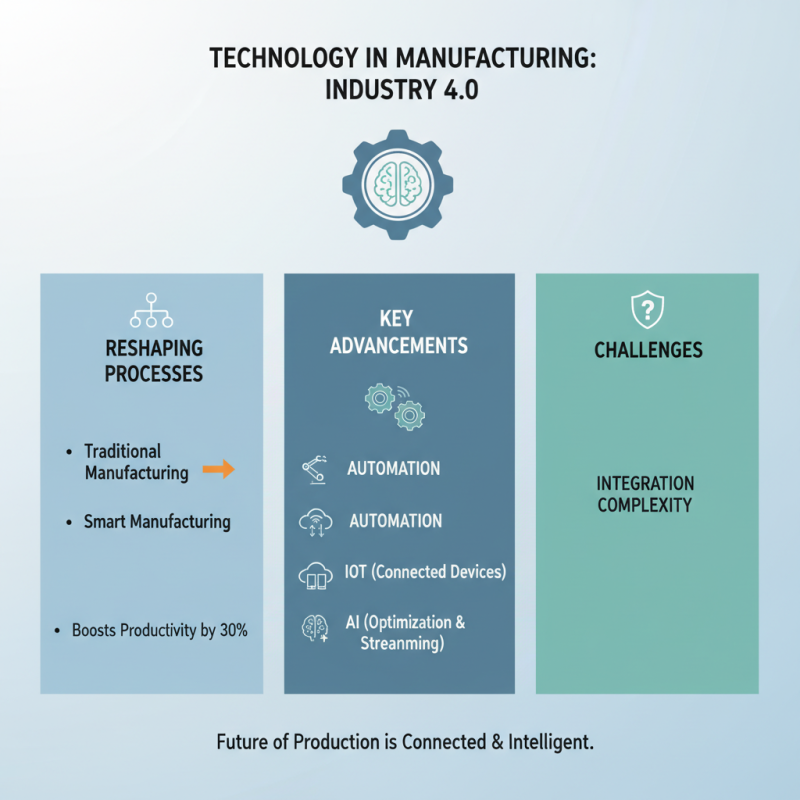
Manufacturing applications are revolutionizing the way industries operate. These technologies streamline processes and improve productivity. They include robotics, IoT, and data analytics. Such innovations enable companies to respond quickly to market demands. They also enhance quality control and reduce waste.
With manufacturing applications, we see a shift towards smarter factories. Machines communicate in real-time, making adjustments as needed. However, this transformation isn’t without challenges. Integration of new technologies can be complex. Many companies struggle with the skills gap. Employees may need training to harness these applications effectively.
Despite these hurdles, the benefits are compelling. Enhanced efficiency and lower operational costs are just the beginning. Industries that embrace these applications can gain a competitive edge. Yet, they must remain vigilant and adaptable. The landscape of manufacturing continues to evolve rapidly. Companies must reflect on their strategies to stay relevant.

Manufacturing applications are reshaping the future of industries. These applications leverage technology to enhance efficiency and reduce waste. They integrate artificial intelligence, IoT, and data analytics into manufacturing processes. Companies now use smart machines that optimize production schedules. This leads to fewer errors and faster turnaround times.
However, the shift to advanced manufacturing isn't without challenges. Many organizations struggle with the high initial costs of implementing new technologies. Training employees in these systems can require significant time and resources. Additionally, the rapid pace of change can overwhelm teams. Some manufacturers still cling to outdated practices, fearing the unknown.
Moreover, the reliance on technology raises concerns about data security. Protecting sensitive manufacturing data is crucial. As businesses embrace digital transformation, they must also address these vulnerabilities. It’s essential to find a balance between innovation and security in manufacturing applications. The journey is complex, filled with lessons and adjustments along the way.
| Application Type | Industry Impacted | Key Benefits | Example Technologies |
|---|---|---|---|
| Predictive Maintenance | Manufacturing | Reduced Downtime | IoT Sensors, Data Analytics |
| Supply Chain Optimization | Logistics | Cost Reduction | Blockchain, AI |
| Quality Control Automation | Pharmaceuticals | Improved Product Consistency | Machine Vision, AI |
| Additive Manufacturing | Aerospace | Customization | 3D Printing, CAD Software |
| Robotic Process Automation | Automotive | Increased Efficiency | Industrial Robots, AI |




We’re here to help and answer your questions.